|
|
|
|
|
| �����Ǻ�����ů��������˾ |
| ��ϵ�ˣ��쾭�� |
| ��ѷ���绰��0371-86553920 |
| �� ����18638591114 |
| �� �䣺henanxhr@163.com |
| �� ַ��http://www.hnxhr.com |
| �� ַ��֣���н�ˮ������·����·�������13��¥1�� |
|
|
|
|
|
|
|
�յ�ͭ��Ӧ����κ���
|
|
�����ߣ��Ǻ���
���������732
����ʱ�䣺2022/9/30
|
|
�յ���Ϊ���ڻ��������������������������������ýͨ��ѹ�����������������ѭ����
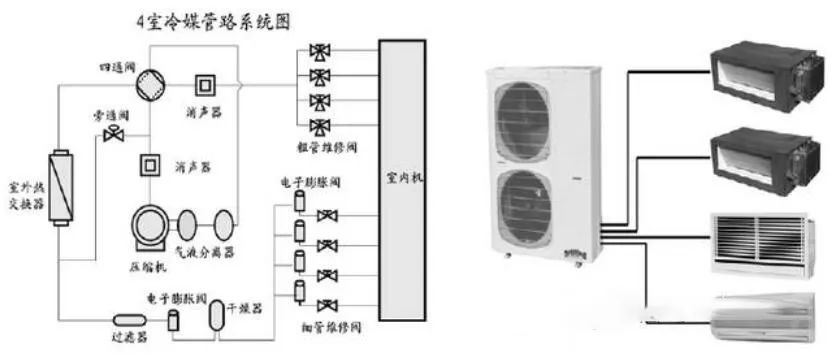
ͨ����ͨ����ת����������ý��������������������ת�����յ��ڵĸ���Ʒ�ֱ�ͨ��ͭ�������Ӻ���ȫ�ܷ��������γɹ�·���ù�·�ڷ����ˡ���ý�������ӹ������ǽ���·���ã�����й¶����ʹ��ý�ڹ�·������������й¶������������߿յ���Ʒ�ʣ����Ϳյ�������ɱ������ٶԻ�����Ӱ�졣���䣺ѹ��������ͨ��������������ڻ��������յ�ϵͳ����������䡣���ȣ�ѹ��������ͨ�������ڻ���������������յ�ϵͳ����������ȡ�


ѹ������ʹ��ý��ѹ�����ڴ��ڸ��¸�ѹ��״̬���Ա�ʹ��ýҺ����ʹ��ý�ڹ�·���н���ѭ����ѹ������Ҫ��ѹ�����ͣ�ѹ�����͵������Ǹ�ѹ���������˶����������Ħ������������ȴ���á����������������ʡ�����ˮ�֡��������ͷ���������ý��������С��
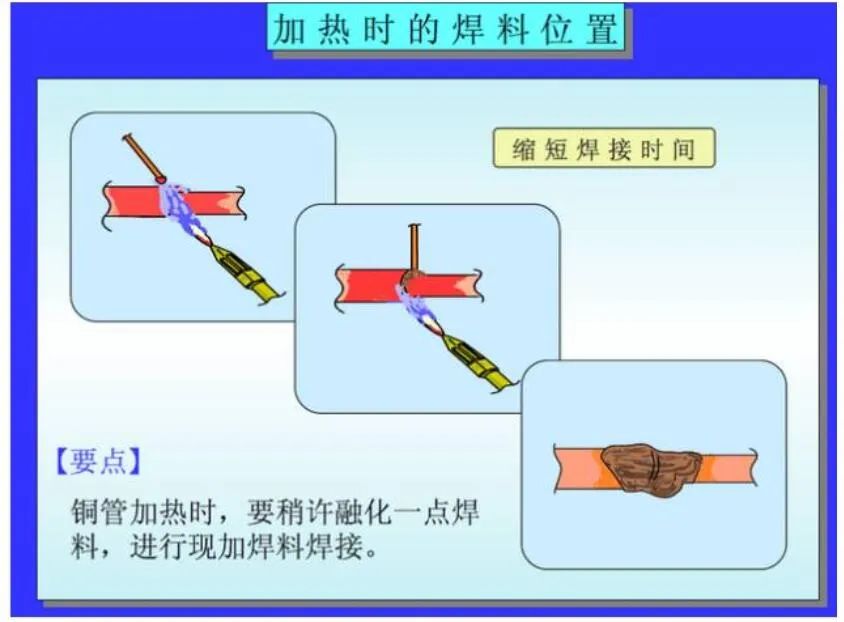
����ͭ�ܣ�ֱ������Ŀ���ж��Ѵﵽ740��840��Ĺ�ɫ��ʵ�ʵ�����һ��ͭ���ڻ������ֿף����¶ȡ���1038�棩����10���Ӻ����¶ȣ�740��840�棩�����ϵĵ��������¶Ȳ�����ĵ��ʣ�����4.95������4.76����ͭ�ܲ�λ��ϰ���տ�ʼ��1����2̨���У��Ժ��������Ƶ�ȡ���Ҫ�ڼӹ�״̬��ָ����Ӧͨ���¶Ƚ���ָ����
4��������������ֹ�ٴ����������������������Ի��棺��������Ȳ�����Ϊ1~1.2֮�䣻ͭ��̼�����棺��������Ȳ����ȣ�1�����������棺��������Ȳ����ȣ�1.2 ��������
���ں���ʵ�ٲ��裬������һ��С�1�������������塢�豸�Ͳ��ϣ�
2�������÷�����Ʒ��
3����麸�����豸�����ߵ�״̬��
4������ƿ��������������ѹ�����Ƴ���ѹ��Ϊ0.15~0.2MPa��������Ȳ��ѹ�����Ƴ���ѹ��Ϊ0.01~0.02MPa��
5������Ȳ���ڷ�����𡪵�����Ȳ���ڷ���ʹ���泤�����У�
6�����������ڷ����������ʹ����������棻
7���������棨С��������Ȳ����״���������������Ϊ�����棨��˳����ڻ��棻
8���������棨������������������״���������Ȳ����Ϊ�����棨С����˳���ڻ��棻
9��ʹ���ļ�˾ຸ��2~4mm������Ӵ�ֱ���Ժ���ȫ�����ȼ������ɫ��
10��Ϳ��ǥ������ǥ����Ϊ��Һ���Ҿ��Ƚ���ʱ����Ϳ��ǥ���ĺ���������ȣ�ֱ�����ϳ���ۻ�����������亸�죻
11����ȥ���棬�ں�����ȫ����֮ǰ�����ֺ��������λ��
12������Ȳ����Ȼ���������Ϩ��
13�����ɼ�ѹ�����ر�ƿ����
14���������ߡ��豸���[ɨ�ֳ���
��麸�Ӵ��ܷ����Ƿ����á��ڼ���������������ȶ�һ��ʱ����÷���ˮ���������������˱�֤���Ӳ�λ�ľ�����©й�����Ӻ�Ӧ���б�Ҫ�ļ��顣
������յ���תʱ����������ʹ���Ӵ����ѿ����죩����·����Ӧ����ʱ���������������Ҳ����Ӧ��������������ˮ�֡�����յ�����ʱ�����Ӳ�λ����Ӧ��ࡢ����������
|
|
|
|


